
工厂物料管理系统,提升效率,优化生产的利器
时间:2024-11-25 来源:网络 人气:
工厂物料管理系统:提升效率,优化生产的利器
随着工业4.0时代的到来,工厂的自动化和智能化水平不断提升。物料管理系统作为工厂生产过程中的重要环节,其作用日益凸显。本文将深入探讨工厂物料管理系统的功能、优势以及实施策略,帮助工厂实现高效生产。
一、工厂物料管理系统的概述
工厂物料管理系统(Factory Material Management System,简称FMM)是一种集成了信息技术、物联网和人工智能技术的综合性管理系统。它通过优化物料采购、存储、使用和回收等环节,实现工厂物料的精细化管理,提高生产效率,降低生产成本。
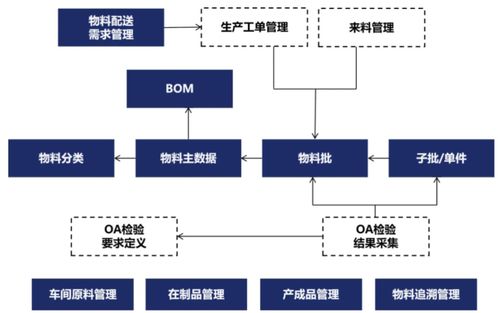
二、工厂物料管理系统的功能

1. 物料信息管理:系统可以记录物料的基本信息,如名称、规格、型号、供应商等,方便查询和管理。
2. 库存管理:系统可以对物料的出入库进行实时记录,实现库存的动态监控,避免库存积压或缺货。
3. 采购管理:系统可以根据库存情况和生产计划,自动生成采购订单,提高采购效率。
4. 生产管理:系统可以实时跟踪生产进度,确保物料供应及时,提高生产效率。
5. 质量管理:系统可以对物料质量进行监控,确保生产过程的质量稳定。
6. 报表管理:系统可以生成各种报表,如库存报表、采购报表、生产报表等,为决策提供数据支持。
三、工厂物料管理系统的优势

1. 提高生产效率:通过优化物料管理流程,减少物料浪费,提高生产效率。
2. 降低生产成本:通过实时监控库存,避免库存积压或缺货,降低库存成本。
3. 提高质量稳定性:通过质量监控,确保生产过程的质量稳定。
4. 提高决策水平:通过数据分析,为决策提供有力支持。
5. 适应性强:系统可以根据企业需求进行定制化开发,满足不同企业的管理需求。
四、工厂物料管理系统的实施策略

1. 明确需求:在实施物料管理系统之前,企业应明确自身需求,选择合适的系统。
2. 制定实施计划:制定详细的实施计划,明确实施步骤、时间节点和责任人。
3. 培训员工:对员工进行系统操作培训,确保员工能够熟练使用系统。
4. 数据迁移:将原有物料数据迁移到新系统中,确保数据的一致性。
5. 持续优化:在实施过程中,根据实际情况不断优化系统,提高系统性能。
工厂物料管理系统是提高工厂生产效率、降低生产成本、提升产品质量的重要工具。企业应充分认识其重要性,积极实施物料管理系统,以实现高效生产。
相关推荐



教程资讯
教程资讯排行









