
fanuc系统g指令,FANUC系统G指令详解
时间:2024-11-18 来源:网络 人气:
FANUC系统G指令详解
FANUC系统作为数控机床领域的重要品牌,其编程指令在加工过程中扮演着至关重要的角色。G指令是FANUC系统中用于控制刀具轨迹和机床动作的关键指令。本文将详细介绍FANUC系统中的G指令,帮助读者更好地理解和应用这些指令。
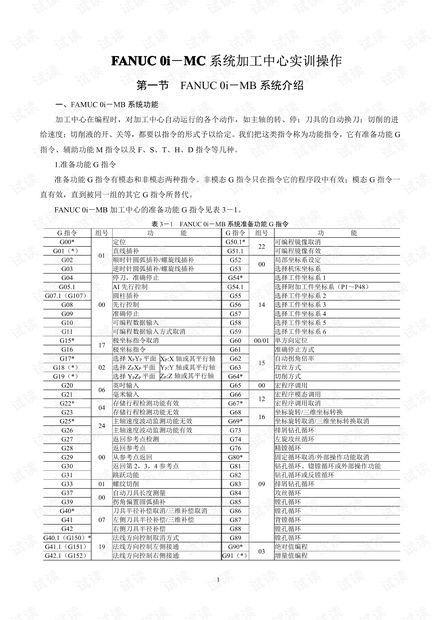
FANUC G指令是数控编程中的准备功能指令,用于控制刀具的运动轨迹和机床的动作。G指令分为模态G指令和非模态G指令两种类型。模态G指令在程序执行过程中保持有效,直到遇到同组其他模态G指令或程序结束;非模态G指令只在指令它的程序段中有效。
FANUC G指令主要分为以下几类:
定位指令:G00(快速定位)、G01(直线插补)、G02(顺时针圆弧插补)、G03(逆时针圆弧插补)等。
坐标系指令:G17(选择XY平面)、G18(选择ZX平面)、G19(选择YZ平面)等。
刀具补偿指令:G40(取消刀具半径补偿)、G41(刀具半径左补偿)、G42(刀具半径右补偿)等。
刀具长度补偿指令:G43(刀具长度正补偿)、G44(刀具长度负补偿)、G49(取消刀具长度补偿)等。
其他指令:G28(返回参考点)、G29(从参考点返回)、G30(返回第二参考点)等。
直线插补(G01):G01 X100 Y100 F200;表示刀具从当前位置沿X轴和Y轴方向移动到坐标点(100,100),进给速度为200mm/min。
圆弧插补(G02、G03):G02 X100 Y100 I20 J20;表示刀具从当前位置沿顺时针方向绘制一个半径为20mm的圆弧,终点坐标为(100,100)。
刀具半径补偿(G41、G42):G41 X100 Y100;表示刀具从当前位置开始,沿左侧刀具半径补偿路径移动到坐标点(100,100)。
刀具长度补偿(G43、G44):G43 H01;表示刀具从当前位置开始,沿刀具长度正补偿路径移动,补偿值为H01指定的值。
在使用FANUC G指令时,需要注意以下几点:
确保G指令与机床的实际加工要求相匹配。
在编写程序时,注意G指令的顺序和组合,避免出现冲突。
在调试程序时,仔细检查G指令的执行效果,确保加工精度。
了解不同G指令的功能和特点,以便在编程过程中灵活运用。
FANUC G指令是数控编程中的核心指令,掌握这些指令对于提高加工效率和精度具有重要意义。本文对FANUC G指令进行了详细介绍,包括分类、应用实例和注意事项等方面。希望读者通过阅读本文,能够更好地理解和应用FANUC G指令,为数控加工提供有力支持。



教程资讯
教程资讯排行








![猎才 [][][] 网软件手机版v1.0.0下载](/uploads/allimg/20251202/10-2512020T632616.jpg)
